全国服务热线:
全国服务热线:
新闻资讯
公司动态
公司动态
1、焊接变形形式与原始原始弯曲部翼变形大致可分为两种情况:即整体结构的变形和结构的局部变形。
各种复杂的结构变形都是基本变形的发展、转化和综合变形。焊接过程中,焊缝和焊缝附近加热区域的金属膨胀,压缩应力和塑性收缩变形发生在焊接区域,产生不同程度的水平和垂直收缩。由于这两个方向的收缩,导致焊接结构的各种变形。
2、影响焊接结构变形的因素:影响焊接变形量的因素很多,有时相同的因素会对纵向变形、横向变形和角变形产生相反的影响。否则,很难达到预期的效果:焊截面积是指熔合线范围内的金属面积。焊缝面积越大,冷却过程中收缩的变形量越大,导致水平面积越大。一般来说,当热输入受到焊接热输入的影响时,即使输入继续增加,角变形也不再增大,但会减少。
3)工件预热和层间温度的影响:预热温度和层间温度越高,相当于热输入的增加,降低了冷却速度,减缓了冷却变形。除了渣焊,埋弧焊的热输入较大,在焊缝面积等其他条件下收缩变形较大。手工电弧焊热输入居中,收缩变形小于埋弧焊。由于焊缝位置不对称,焊缝位置不对称会造成各种变形。6)结构刚度对焊接变形的影响:结构刚度主要取决于结构的形状和尺寸,刚度较小,焊接变形较大;
7)装配和焊接规范对焊接变形的影响:由于装配方法不同,也会影响结构的变形。整体装配后体装配,变形一般较小。了解各种因素单独作用的影响,便于对工程具体情况进行具体的综合分析。
3、防止变形的措施和减少结构的顺序:减少焊接面积:在焊接良好、无过度缺陷的前提下,尽可能采用较小的坡口尺寸(角度和间隙)。2)对于屈服强度低于345mpa且硬度较弱的钢材,采用较小的热输入,不预热可能会适当降低预热和层间温度。如CO2保护焊接面可采用多层焊接代替单层气体焊接接头。双面焊接时,应采用与构件中轴对称的焊接顺序,如下图2所示
6)采用焊前反变形法控制焊后角变形。该方法是生产中常见的方法,基本上可以提前抵消(补偿)焊件。焊后弯曲的反变形可以防止焊后变形。表1和图4分别为箱柱和H钢焊接前反变形的参考值:
7)刚性固定法:又称强制法。在实际生产中,焊后刚性构件变形一般较小,焊前刚性小的构件可增强,焊后变形也可减少。使用此方法时,必须等待焊接冷却,然后拆除夹具和支架。几种常见的方法包括夹具法、支撑法、轮胎法、临时固定法(焊钉固定法和紧固法)。压力法和定位焊接方法:该方法主要适用于薄板的焊接。当薄板焊缝及其热影响未完全冷却时,立即用风枪击中区域。9)采用预留长度法补偿焊缝纵向收缩变形。除避免接头密度外,焊缝位置应尽可能靠近构件中和轴。
11)正确选择焊接顺序。当焊缝和角焊缝同时存在于钢结构中时,原则上首先焊接焊缝和反焊角焊缝。对于交叉焊缝和T型焊缝,应采取正确的顺序,避免焊接应力集中,保证接头的焊接质量。对称于整个钢结构中轴和中间段的焊接,非常有利于减少变形。焊接钢结构中强度要求高的重要部件应尽可能自由收缩,不受限制。4、焊接变形的焊接后矫正方法:为满足设计和规范的要求,必须纠正焊接变形的焊接结构构件。另一方面,这种矫正本质上是试图引起新的变形来补偿或抵消已经发生的变形。在施工和生产中,常用的焊接后残余变形矫正方法可分为力矫正、加热矫正和两种方法的结合。
4.1施力矫正法:
千斤顶、螺旋加力器、辊压矫正机或大型压力机一般用于施力矫正。
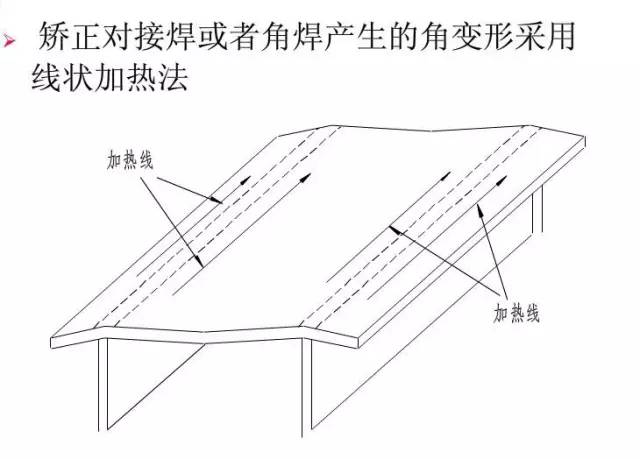
4.2加热矫正法:
也就是说,使用不均匀的加热来补偿或抵消原来的焊接变形。加热矫正方法的加热方法可分为点加热、线加热热和三角形加热。低碳钢和普通合金的焊接结构一般采用650~8000C的加热温度,一般不超过9000C。温度范围可以通过表2中的各种颜色来确定。
在使用加热矫正的同时,为了提高矫正效果,也可以在加热过程中进行外力矫正。
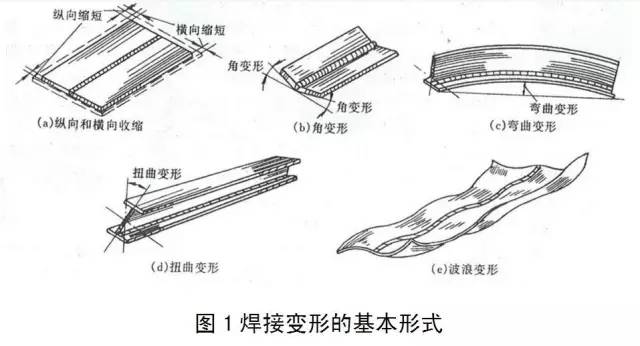
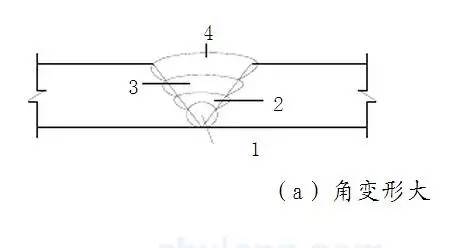

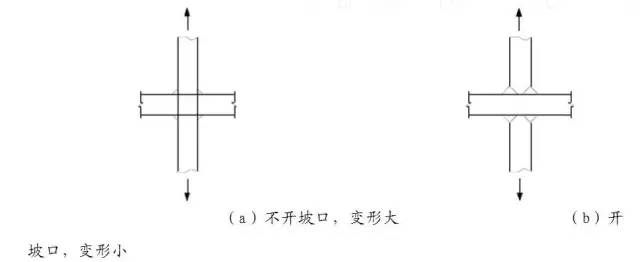

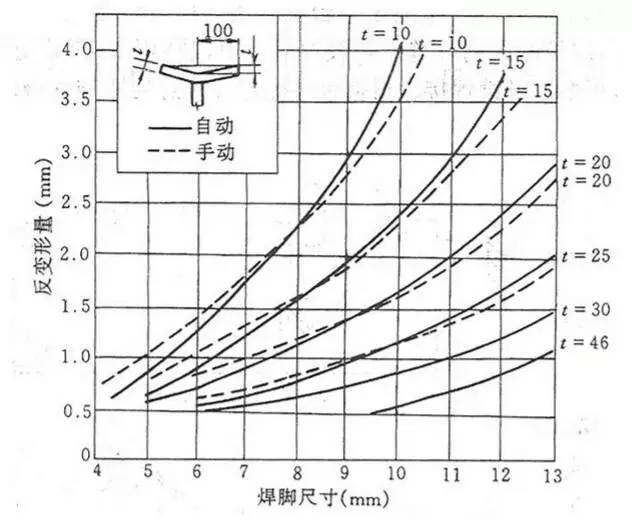 图4 H形钢焊接前翼缘的反变形量参考值
图4 H形钢焊接前翼缘的反变形量参考值